



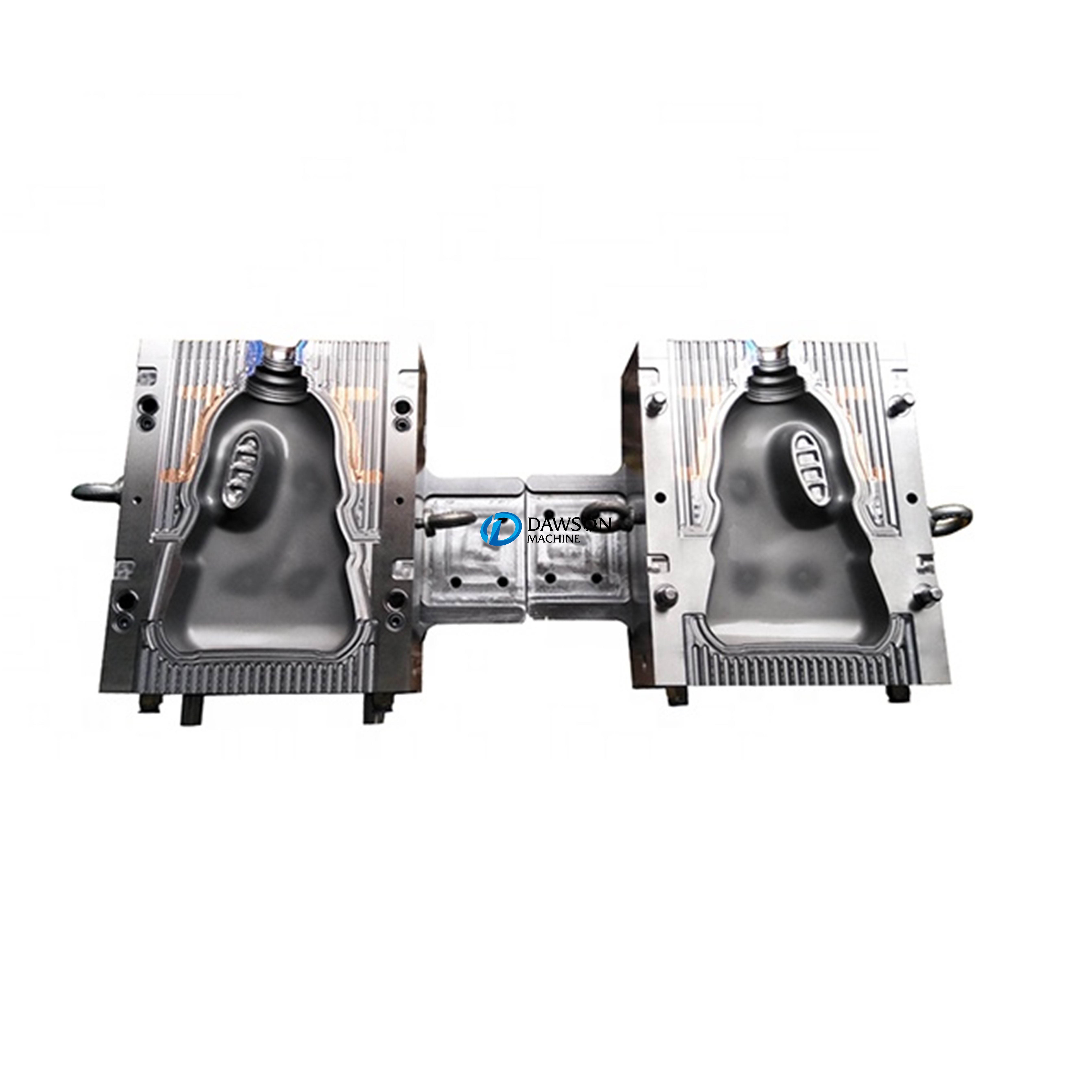
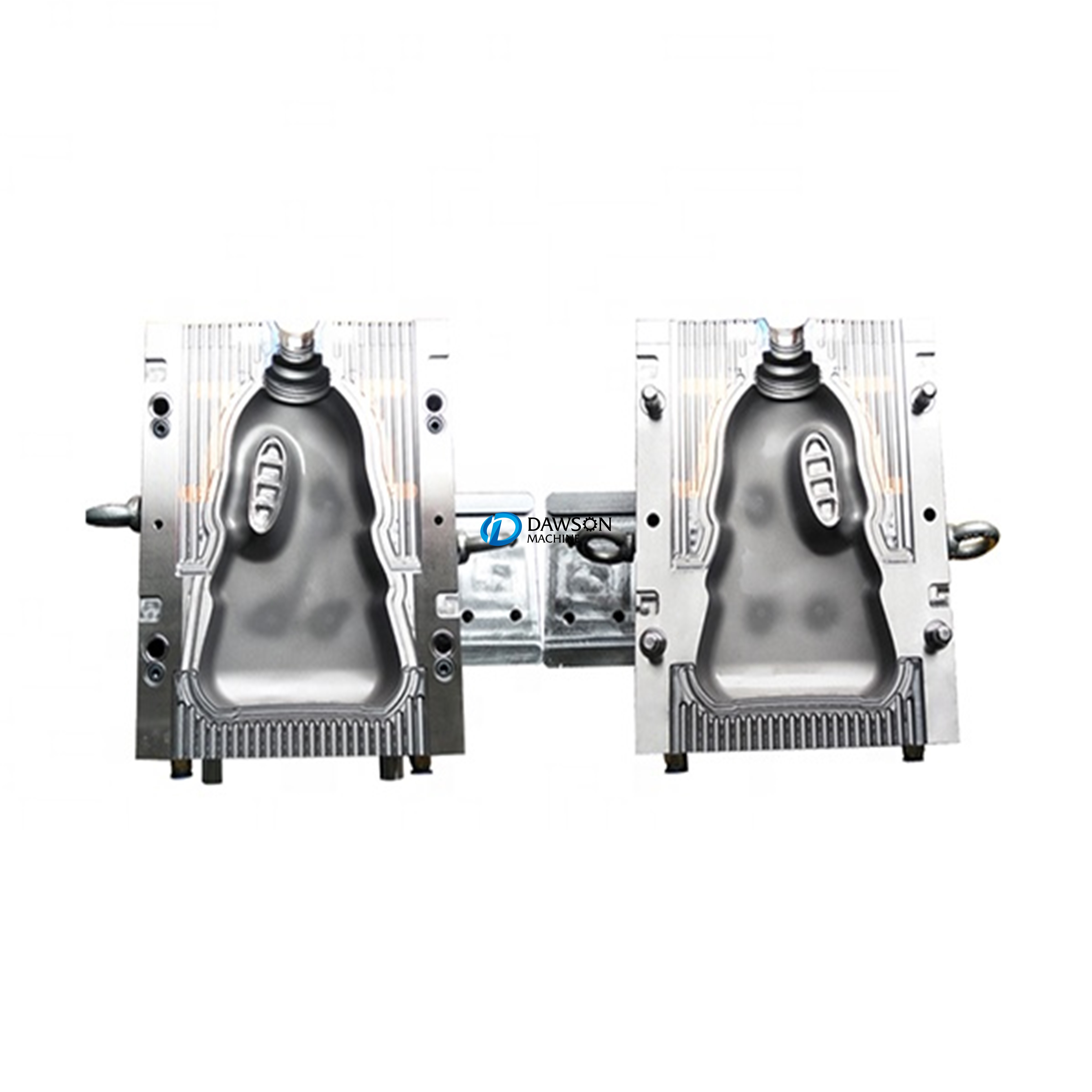
Punkty konstrukcyjne form rozdmuchowych i głównych akcesoriów
Forma ma zwykle tylko część gniazda bez stempla.Generalnie powierzchnia formy nie wymaga utwardzania.Ciśnienie napełniania wnęki jest znacznie niższe niż w przypadku formowania wtryskowego, zwykle 0,2 ~ 1,0 MPG, a koszt jest niższy.
1. Materiał formy
Zwykle jest wykonany ze stopu aluminium, a dla związków korozyjnych, takich jak PVC i POM, stosuje się również miedź berylową lub stopy na bazie miedzi;w przypadku form o wysokich wymaganiach dotyczących żywotności, takich jak formowane z rozdmuchiwaniem tworzywa konstrukcyjne ABS, PC, POM, PS, PMMA itp., Do wykonania form należy używać stali nierdzewnej.
2. Kluczowe punkty projektowania formy
1) Powierzchnia rozdzielająca Ogólnie rzecz biorąc, należy ją umieścić na płaszczyźnie symetrii, aby zmniejszyć współczynnik nadmuchu, na przykład produkty w kształcie owalnym, powierzchnia rozdzielająca znajduje się na długiej osi, a produkty w kształcie odległości przechodzą przez linię środkową.
2) Powierzchnia wnęki
Materiał PE powinien być lekko chropowaty, a powierzchnia piasku sprzyja wydechowi;podczas gdy inne tworzywa sztuczne (takie jak: ABS, PS, POM, PMMA, NYLON itp.) są formowane z rozdmuchem, wnęka formy generalnie nie może być piaskowana i może być stosowana we wnęce formy.Wykonaj rowek wylotowy na powierzchni podziału lub wykonaj otwór wylotowy we wnęce.Ogólnie rzecz biorąc, otwór wentylacyjny we wnęce ma średnicę φ0,1~φ0,3 i długość 0,5~1,5 mm.
3) Rozmiar wnęki
Projekt rozmiaru wnęki powinien uwzględniać szybkość skurczu tworzywa sztucznego.Aby uzyskać szczegółowe informacje, zapoznaj się ze współczynnikiem skurczu popularnych tworzyw sztucznych.Możesz kliknąć niebieski link, aby wyświetlić: →Kompendium współczynników skurczu popularnych materiałów z tworzyw sztucznych
4) Odcięcie krawędzi tnącej i koryta odpadzieowego
Ogólnie rzecz biorąc, w przypadku formowanych z rozdmuchem tworzyw konstrukcyjnych i twardszych tworzyw sztucznych krawędź tnąca powinna być wykonana z materiałów o dobrej odporności na zużycie, takich jak miedź berylowa, stal nierdzewna itp.;w przypadku miękkich produktów z tworzyw sztucznych, takich jak LDPE i EVA, ogólnie stop aluminium jest w porządku;
Krawędź tnąca powinna wybrać rozsądny rozmiar.Jeśli jest za mały, zmniejszy wytrzymałość połączenia.Jeśli jest za duży, nie będzie mógł ciąć, a szczęki na powierzchni rozdzielającej będą duże.Rowek ogonowy jest otwierany pod krawędzią skrawającą, a rowek ogonowy jest zaprojektowany jako zacisk.Kąt, niewielka ilość stopionego materiału może zostać wciśnięta w złącze podczas cięcia, poprawiając w ten sposób wytrzymałość złącza.
5) Forma wtryskowa z rozdmuchem
Konstrukcja różni się od wytłaczania z rozdmuchem.Główna różnica polega na tym, że forma wtryskowo-rozdmuchowa nie potrzebuje krawędzi tnącej i koryta odgałęźnego.Bardzo ważny jest projekt wpustu części wydmuchiwanej wtryskowo, co ma bezpośredni związek z jakością gotowego produktu.
GRUPA MASZYN I FORM DAWSON
*** EKSPERT MASZYNY DO WYTŁACZANIA Z ROZdmuchem ***
Nasi klienci są na całym świecie.
Wietnam, Australia, Indonezja, Malezja, Tajlandia, Sri Lanka, Kazachstan, Rosja, Zjednoczone Emiraty Arabskie, Arabia Saudyjska, Malta, Rumunia, Włochy, Indie, Syria, Etiopia, Egipt, Sudan, Tunezja, Algieria, Kenia, Nigeria, RPA, Zimbabwe , Meksyk, Gwatemala, Ekwador, Kolumbia, Wenezuela, Peru....
Forma do formowania z rozdmuchiwaniem / Forma do formowania wtryskowego
| Automatyczne miganie | √ |
| Bez automatycznego migotania |
![]()


































